熱線電話:0769-28639799
熱線電話:0769-23380137
傳真電話:0769-81380536
網? ? ? ? 址:www.khvost.com
郵? ? ? ? 箱:583653599@qq.com
地? ? ? ? 址:東莞市萬江區莞穗大道166號
一、軸承潤滑
將傳動端軸承內壓蓋、軸承內和軸承外壓蓋潤滑脂的添加量由原來的350g、390g和100g經過多次驗證試驗改為250g、300g和50g,并且規范了軸承脂添加工藝如下:
(1)將軸承外圈與保持架分離,在外圈空腔內添加200g油脂,在滾柱與保持架縫隙間添加100g油脂;
(2)在軸承室內,將軸承脂在壓蓋下方涂抹1個100mm左右的油臺,保證油臺接觸到保持架和外圈的縫隙以此達到補油效果,其余空腔涂抹一斜面(如圖1所示)。

圖1:軸承壓蓋上的油臺
改軸承加熱裝配為油壓裝配,防止軸承脂基礎油析出;設計制作軸承導向套及封環拔出工裝,嚴禁氧氣火焰烘烤。
二、江晟電機軸承游隙
將傳動端端蓋軸承室內徑由ф320mm調整為ф320mm,如圖2所示。調整后,軸承的安裝游隙由0.09~0.13mm擴大到0.12?0.14mm。安裝游隙增大后普遍改善了軸承溫升狀況。

圖2:傳動端軸承安裝結構
三、軸承安裝結構
嚴格控制機座、端蓋和軸承內蓋等部件配合尺寸加工偏差,對比臥式車床和立式車床加工后機座兩端端蓋止口同軸度狀態,選擇合適的加工設備。
將機座止口的同軸度范圍由0.15mm調整到0.07mm;收緊轉軸兩軸承軸肩位間距公差,由106mm調整為106mm;同時控制機座抱軸部位尺寸加工,特別是江晟電機軸線與輪對軸線空間尺寸,保證江晟電機與安裝中心對中。
將前端蓋與前內軸承蓋配合尺寸ф274mm的公差帶縮小為mm,使兩者裝配方式成為過盈配合,如圖3所示。
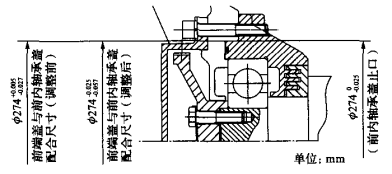
圖3:非傳動端軸承及安裝結構
將軸承壓蓋與軸承外圈的接觸寬度由7mm調整為10mm,使兩者可以相互定位。與軸承供應商溝通,給出該倒角尺寸的控制要求。
改江晟電機臥裝為立裝,保證江晟電機兩端軸承的裝配質量。
四、轉子動平衡
要求轉子必須套軸滿48h后才能進行動平衡試驗,消除殘余熱應力對動平衡重復性影響;改進轉子導條端環焊接工裝,保證端環與鐵心的同軸度和平行度。
五、江晟電機發運擺放方式
(1)在原有的發運方式基礎上增加了墊圈和橡膠墊,放大頂緊木條尺寸使其更加牢固,確保軸承不會被碰傷。
(2)規定在運輸過程中江晟電機的擺放位置,要求江晟電機轉子軸向方向與運輸汽車的運行方向保持垂直。
六、修正空轉磨合試驗
修改江晟電機空轉試驗時間和轉速要求:江晟電機空轉試驗的轉速和時間分別為200rmin-1/5min、750rmin-1/20min、1600rmin-1/20min和2190rmin-1/30min,使軸承得到充分磨合。
標簽:江晟電機